ინფრაწითელი პიკოწამიანი ორმაგი პლატფორმის ლაზერული ჭრის მოწყობილობა ოპტიკური მინის/კვარცის/საფირონის დამუშავებისთვის



მთავარი პარამეტრი
| ლაზერის ტიპი | ინფრაწითელი პიკოწამი |
| პლატფორმის ზომა | 700×1200 (მმ) |
| 900×1400 (მმ) | |
| ჭრის სისქე | 0.03-80 (მმ) |
| ჭრის სიჩქარე | 0-1000 (მმ/წმ) |
| უახლესი გატეხვა | <0.01 (მმ) |
| შენიშვნა: პლატფორმის ზომა შეიძლება მორგებული იყოს. | |
ძირითადი მახასიათებლები
1. ულტრასწრაფი ლაზერული ტექნოლოგია:
· პიკოწამიანი მოკლე იმპულსები (10⁻¹² წმ) MOPA რეგულირების ტექნოლოგიასთან ერთად აღწევს პიკურ სიმძლავრის სიმკვრივეს >10¹² ვტ/სმ².
· ინფრაწითელი ტალღის სიგრძე (1064 ნმ) არაწრფივი შთანთქმის გზით აღწევს გამჭვირვალე მასალებში, რაც ხელს უშლის ზედაპირულ აბლაციას.
· საკუთრებაში არსებული მრავალფოკუსიანი ოპტიკური სისტემა ერთდროულად ოთხ დამოუკიდებელ დამუშავების წერტილს წარმოქმნის.
2. ორმაგი სადგურის სინქრონიზაციის სისტემა:
· გრანიტის ბაზაზე დამზადებული ორმაგი ხაზოვანი ძრავის საფეხურები (პოზიციონირების სიზუსტე: ±1μm).
· სადგურის გადართვის დრო <0.8 წმ, რაც პარალელური „დამუშავება-ჩატვირთვა/გადმოტვირთვის“ ოპერაციების განხორციელების საშუალებას იძლევა.
· დამოუკიდებელი ტემპერატურის კონტროლი (23±0.5°C) თითოეულ სადგურზე უზრუნველყოფს დამუშავების ხანგრძლივ სტაბილურობას.
3. ინტელექტუალური პროცესის კონტროლი:
· ინტეგრირებული მასალების მონაცემთა ბაზა (200+ მინის პარამეტრი) პარამეტრების ავტომატური შესაბამისობისთვის.
· რეალურ დროში პლაზმური მონიტორინგი დინამიურად არეგულირებს ლაზერის ენერგიას (რეგულირების გარჩევადობა: 0.1 მჯ).
· ჰაერის ფარდის დაცვა მინიმუმამდე ამცირებს კიდეების მიკრობზარებს (<3μm).
0.5 მმ სისქის საფირონის ვაფლის დაჭრის ტიპურ შემთხვევაში, სისტემა აღწევს 300 მმ/წმ ჭრის სიჩქარეს, ხოლო დაქუცმაცების ზომები <10 მკმ, რაც ტრადიციულ მეთოდებთან შედარებით ეფექტურობის 5-ჯერ გაუმჯობესებას წარმოადგენს.
დამუშავების უპირატესობები
1. ინტეგრირებული ორმაგი სადგურის ჭრისა და გაყოფის სისტემა მოქნილი ოპერაციისთვის;
2. რთული გეომეტრიის მაღალსიჩქარიანი დამუშავება ზრდის პროცესის გარდაქმნის ეფექტურობას;
3. კონუსის გარეშე საჭრელი კიდეები მინიმალური ნაკაწრებით (<50μm) და ოპერატორისთვის უსაფრთხო დამუშავებით;
4. პროდუქტის სპეციფიკაციებს შორის შეუფერხებელი გადასვლა ინტუიციური ოპერაციით;
5. დაბალი საოპერაციო ხარჯები, მაღალი მოსავლიანობის მაჩვენებლები, მოხმარებადი და დაბინძურებისგან თავისუფალი პროცესი;
6. წიდის, ნარჩენი სითხეების ან ჩამდინარე წყლების ნულოვანი წარმოქმნა ზედაპირის მთლიანობის გარანტიით;
ნიმუშის ჩვენება
ტიპიური აპლიკაციები
1. სამომხმარებლო ელექტრონიკის წარმოება:
· სმარტფონის 3D საფარის მინის ზუსტი კონტურული ჭრა (R-კუთხის სიზუსტე: ±0.01 მმ).
· მიკროხვრელების გაბურღვა საფირონის საათის ლინზებში (მინიმალური დიაფრაგმა: Ø0.3 მმ).
· ეკრანის ქვეშ განლაგებული კამერებისთვის ოპტიკური მინის გამტარი ზონების დასრულება.
2. ოპტიკური კომპონენტების წარმოება:
· AR/VR ლინზების მასივების მიკროსტრუქტურული დამუშავება (მახასიათებლის ზომა ≥20μm).
· ლაზერული კოლიმატორებისთვის განკუთვნილი კვარცის პრიზმების კუთხოვანი ჭრა (კუთხის ტოლერანტობა: ±15").
· ინფრაწითელი ფილტრების პროფილის ფორმირება (ჭრის კონუსურობა <0.5°).
3. ნახევარგამტარული შეფუთვა:
· მინის გამჭოლი (TGV) დამუშავება ვაფლის დონეზე (ასპეციის თანაფარდობა 1:10).
· მიკროარხების გრავირება მინის სუბსტრატებზე მიკროფლუიდური ჩიპებისთვის (Ra <0.1μm).
· MEMS კვარცის რეზონატორების სიხშირის რეგულირების ჭრილები.
საავტომობილო LiDAR ოპტიკური ფანჯრების დამზადებისთვის, სისტემა საშუალებას იძლევა 2 მმ სისქის კვარცის მინის კონტურული ჭრა 89.5±0.3° ჭრის პერპენდიკულარულად, რაც აკმაყოფილებს საავტომობილო დონის ვიბრაციის ტესტის მოთხოვნებს.
აპლიკაციების დამუშავება
სპეციალურად შექმნილია მყიფე/მყარი მასალების ზუსტი ჭრისთვის, მათ შორის:
1. სტანდარტული მინა და ოპტიკური მინები (BK7, შედუღებული სილიციუმი);
2. კვარცის კრისტალები და საფირონის სუბსტრატები;
3. გამაგრებული მინა და ოპტიკური ფილტრები
4. სარკისებური სუბსტრატები
შესაძლებელია როგორც კონტურული ჭრის, ასევე შიდა ხვრელების ზუსტი გაბურღვა (მინიმუმ Ø0.3 მმ)
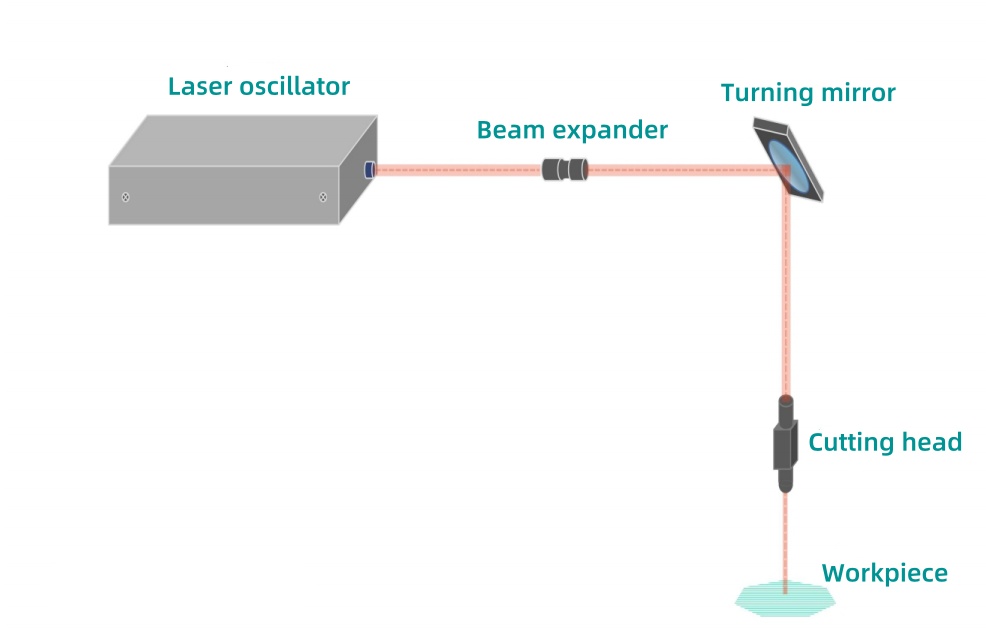
ლაზერული ჭრის პრინციპი
ლაზერი წარმოქმნის ულტრამოკლე იმპულსებს უკიდურესად მაღალი ენერგიით, რომლებიც ურთიერთქმედებენ სამუშაო ნაწილთან ფემტოწამიდან პიკოწამამდე დროის შკალებში. მასალაში გავრცელებისას, სხივი არღვევს მის დაძაბულობის სტრუქტურას და წარმოქმნის მიკრონის მასშტაბის ძაფისებრი ხვრელებს. ოპტიმიზებული ხვრელებს შორის მანძილი წარმოქმნის კონტროლირებად მიკრობზარებს, რომლებიც ჭრის ტექნოლოგიასთან ერთად უზრუნველყოფს ზუსტი გამოყოფის მიღწევას.
ლაზერული ჭრის უპირატესობები
1. მაღალი ავტომატიზაციის ინტეგრაცია (კომბინირებული ჭრის/დაჭრის ფუნქცია) დაბალი ენერგომოხმარებით და გამარტივებული მუშაობით;
2. უკონტაქტო დამუშავება საშუალებას იძლევა უნიკალური შესაძლებლობების, რომელთა მიღწევაც ტრადიციული მეთოდებით შეუძლებელია;
3. მოხმარებადი მასალების გარეშე მუშაობა ამცირებს ექსპლუატაციის ხარჯებს და აძლიერებს გარემოსდაცვით მდგრადობას;
4. უმაღლესი სიზუსტე ნულოვანი კონუსის კუთხით და მეორადი სამუშაო ნაწილის დაზიანების აღმოფხვრით;
XKH ჩვენი ლაზერული ჭრის სისტემებისთვის გთავაზობთ ყოვლისმომცველ პერსონალიზაციის სერვისებს, მათ შორის, მორგებული პლატფორმის კონფიგურაციებს, სპეციალიზებული პროცესის პარამეტრების შემუშავებას და აპლიკაციაზე სპეციფიკურ გადაწყვეტილებებს, რათა დააკმაყოფილოს სხვადასხვა ინდუსტრიის უნიკალური წარმოების მოთხოვნები.